defects in sheet metal drawing Learn about common sheet metal stamping defects during the process like tearing, wrinkling, springback, and more that can compromise product quality, and preventive measures to . If you’re designing a part that requires you to fuse two pieces of sheet metal together, it’s time to think about welding vs. riveting. Knowing the strengths and drawbacks of each method will get you a stronger, longer lasting part.
0 · wrinkle defect in sheet metal
1 · types of sheet metal defects
2 · steel lamination defect pictures
3 · sheet metal rolling defects
4 · sheet metal defects pdf
5 · scoring marks in sheet metal
6 · defects in sheet metal operation
7 · defects in sheet metal forming
Whether it’s fixing a dent, repairing rusted areas, or even customizing your vehicle, welding sheet metal requires precision and patience. In this article, we will guide you through the process of welding sheet metal on a car, providing step-by-step instructions, tips, and safety precautions to ensure a successful repair.
wrinkle defect in sheet metal
Sheet Metal Deep-Drawing Defects. Earing, wrinkling, and material tearing are the major sheet metal defects associated with the deep-drawing process. The earring defect refers to an uneven height around the rim of the drawn part. The main reason is neglecting the work .2. Bending Defects: Springback, Wrinkling, and Cracking Defects and Causes. Springback: The elastic recovery of metal after bending, leading to inaccurate angles. Wrinkling: Excessive .
install outdoor light junction box
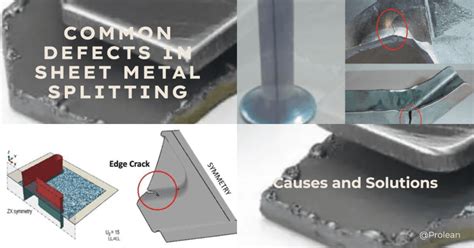
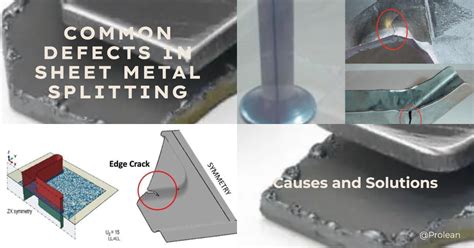
This article provides an overview of these common defects, their causes, and possible preventive measures, finishing with a look at how Prolean’s Sheet Metal Deep-drawing Services help ensure a defect-free deep-drawing .For deep-drawing, the usual defects of the produced parts are presented in Fig. 5.1. Some of these defects are caused by the forming tools (types 5, 9, 10, 14), by the friction regime (types .Learn about common sheet metal stamping defects during the process like tearing, wrinkling, springback, and more that can compromise product quality, and preventive measures to .
By stretching or drawing the sheets, instead of forming them, the defect is nullified. As an additional tip, remember to employ draw beads, pads, and draw binders when the sheet .Wrinkles, splits, and springback are the three most common defects encountered during sheet metal stamping. Generally, if experiencing wrinkles during production, this could mean the wrong process was chosen to manufacture .
Surface Defects Surface defects in pressed sheet metal panels can be defined as geometrical deviations from the design surface. Defects have amplitude from 0.5mm down to 30μm or less . Deep drawing process involves several types of forces and deformation modes, such as tension in the wall and the bottom, compression and friction in the flange, bending at the die radius, and straightening in the die wall. Sheet Metal Deep-Drawing Defects. Earing, wrinkling, and material tearing are the major sheet metal defects associated with the deep-drawing process. The earring defect refers to an uneven height around the rim of the drawn part. The main reason is neglecting the work and die materials compatibility. 5 Tips to Avoid Typical Sheet Metal Defects
2. Bending Defects: Springback, Wrinkling, and Cracking Defects and Causes. Springback: The elastic recovery of metal after bending, leading to inaccurate angles. Wrinkling: Excessive compression on the inner bend radius due to inadequate die design or force application. Cracking: Fractures along the outer bend radius caused by insufficient material ductility or a sharp bend . Sheet metal defects affect the appearance, function or structural integrity of the sheet metal. Learn the defects and avoid them in the sheet metal process. This article provides an overview of these common defects, their causes, and possible preventive measures, finishing with a look at how Prolean’s Sheet Metal Deep-drawing Services help ensure a defect-free deep-drawing process.For deep-drawing, the usual defects of the produced parts are presented in Fig. 5.1. Some of these defects are caused by the forming tools (types 5, 9, 10, 14), by the friction regime (types 4, 13) or by the mechanical and metallurgical properties of the material as well as by geometrical parameters (types 1,2,3,6, 7, 8, 11, 12).
Learn about common sheet metal stamping defects during the process like tearing, wrinkling, springback, and more that can compromise product quality, and preventive measures to ensure flawless production of sheet metal components.By stretching or drawing the sheets, instead of forming them, the defect is nullified. As an additional tip, remember to employ draw beads, pads, and draw binders when the sheet exhibits a complex geometrical profile.Wrinkles, splits, and springback are the three most common defects encountered during sheet metal stamping. Generally, if experiencing wrinkles during production, this could mean the wrong process was chosen to manufacture the part or a key process parameter (such as binder force) could be incorrect.Surface Defects Surface defects in pressed sheet metal panels can be defined as geometrical deviations from the design surface. Defects have amplitude from 0.5mm down to 30μm or less but have a relatively large wavelength, usually in the range of 50 to 100mm.
Deep drawing process involves several types of forces and deformation modes, such as tension in the wall and the bottom, compression and friction in the flange, bending at the die radius, and straightening in the die wall. Sheet Metal Deep-Drawing Defects. Earing, wrinkling, and material tearing are the major sheet metal defects associated with the deep-drawing process. The earring defect refers to an uneven height around the rim of the drawn part. The main reason is neglecting the work and die materials compatibility. 5 Tips to Avoid Typical Sheet Metal Defects2. Bending Defects: Springback, Wrinkling, and Cracking Defects and Causes. Springback: The elastic recovery of metal after bending, leading to inaccurate angles. Wrinkling: Excessive compression on the inner bend radius due to inadequate die design or force application. Cracking: Fractures along the outer bend radius caused by insufficient material ductility or a sharp bend .
Sheet metal defects affect the appearance, function or structural integrity of the sheet metal. Learn the defects and avoid them in the sheet metal process. This article provides an overview of these common defects, their causes, and possible preventive measures, finishing with a look at how Prolean’s Sheet Metal Deep-drawing Services help ensure a defect-free deep-drawing process.For deep-drawing, the usual defects of the produced parts are presented in Fig. 5.1. Some of these defects are caused by the forming tools (types 5, 9, 10, 14), by the friction regime (types 4, 13) or by the mechanical and metallurgical properties of the material as well as by geometrical parameters (types 1,2,3,6, 7, 8, 11, 12).Learn about common sheet metal stamping defects during the process like tearing, wrinkling, springback, and more that can compromise product quality, and preventive measures to ensure flawless production of sheet metal components.
By stretching or drawing the sheets, instead of forming them, the defect is nullified. As an additional tip, remember to employ draw beads, pads, and draw binders when the sheet exhibits a complex geometrical profile.Wrinkles, splits, and springback are the three most common defects encountered during sheet metal stamping. Generally, if experiencing wrinkles during production, this could mean the wrong process was chosen to manufacture the part or a key process parameter (such as binder force) could be incorrect.Surface Defects Surface defects in pressed sheet metal panels can be defined as geometrical deviations from the design surface. Defects have amplitude from 0.5mm down to 30μm or less but have a relatively large wavelength, usually in the range of 50 to 100mm.
types of sheet metal defects
steel lamination defect pictures
installing insulation around electrical boxes
sheet metal rolling defects
Most of the light gauge sheet metal work will require the use of .023- or .24- inch while if you have a sheet metal having a gauge of more than 18-gauge then a .030-inch wire would be the most ideal. A ER70S-6 wire would be most ideal for welding mild steel.
defects in sheet metal drawing|sheet metal defects pdf